
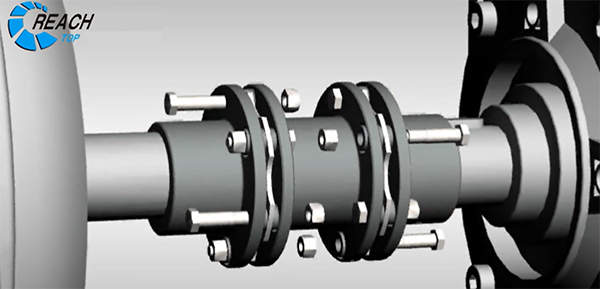
DOSÁHNOUTMembránová spojkaje běžně používané mechanické převodové zařízení, kvalita a dovednosti jeho montáže mají důležitý vliv na jeho normální provoz a životnost.Mezi nimi je metoda montáže rozdílem teplot jednou z běžně používaných montážních dovedností.
Způsob montáže rozdílu teplot způsobujemembránová spojkanebo hřídel podstoupit tepelnou roztažnost nebo smrštění za studena pomocí zahřívání nebo chlazení, čímž se usnadní montáž spojky kola s hřídelí.Ve srovnání s metodou statického zalisování a metodou dynamického zalisování má metoda montáže rozdílu teplot mnoho výhod a je vhodná zejména pro náboje z křehkých materiálů.Obecně se pro montáž teplotního rozdílu používá ohřev a chlazení se používá zřídka.Existuje mnoho způsobů vytápění;nejběžnější jsou ohřev v olejové lázni a pečení s pochodní.Maximální teplota olejové lázně závisí na povaze oleje, obecně pod 200°C.Při použití jiných způsobů ohřevu může teplota spojky přesáhnout 200°C, ale s ohledem na vliv metalografie a tepelného zpracování by teplota ohřevu kotoučové spojky neměla překročit 430°C, jinak dojde ke změnám vnitřní struktury z oceli.Z bezpečnostních důvodů by proto horní hranice teploty ohřevu spojky měla být pod 400°C.Pro Reachmembránové spojkySkutečnou požadovanou teplotu ohřevu lze vypočítat podle hodnoty přesahu mezi spojkou a hřídelí a požadavků při montáži.Metoda montáže rozdílu teplot je běžně používanou technikou při montážimembránové spojky.Rozumné zvládnutí a aplikace této metody může účinně zlepšit kvalitu a efektivitu montáže.
Výše uvedené představuje zavedení metody montáže rozdílu teplot, jedné z montážních dovedností membránové spojky nebo kotoučové spojky REACH, a doufáme, že vám to pomůže!
Kontaktujte nás nasales@reachmachinery.coma získejte od nás další tipy na montáž!
Čas odeslání: 26. června 2023