
Contact: sales@reachmachinery.com
के तपाईलाई लकिङ असेंबलीहरू कसरी स्थापना गर्ने वा छुट्याउन सकिन्छ भन्ने थाहा छ?यहाँ रीच मेसिनरीबाट व्यावसायिक दिशानिर्देशहरू छन्।
स्थापना
- सबै भन्दा पहिले, जडान सतह क्षति, जंग, र प्रदूषक मुक्त छ कि जाँच गर्नुहोस्।
- जडान सतह (शाफ्ट र हब) मा लुब्रिकेटिङ तेलको तह लागू गर्नुहोस्।(विशेष ध्यान: प्रयोग गरिएको स्नेहन तेलमा मोलिब्डेनम डाइसल्फाइड जस्ता पदार्थहरू हुनु हुँदैन जसले घर्षणको गुणांकलाई उल्लेखनीय रूपमा घटाउँछ।) (MoS_2)।
- सजिलै सम्मिलित गर्नुहोस्लक गर्ने सभाहरूजडान स्थितिमा, झुकाव रोक्न ध्यान दिँदै।र त्यसपछि हातले विकर्ण क्रस क्रम संग बोल्ट कस्नुहोस्।
- टर्क स्प्यानरलाई १/३ Ts मा सेट गर्नुहोस्, विकर्णको छेउमा बोल्टलाई समान रूपमा कस्नुहोस्।
- टर्क स्प्यानरलाई १/२ Ts मा सेट गर्नुहोस्, विकर्णको छेउमा बोल्टलाई समान रूपमा कस्नुहोस्।
- टर्क स्प्यानरलाई Ts 5% भन्दा माथिको टर्क मानमा सेट गर्नुहोस्, विकर्णको साथमा बोल्टलाई समान रूपमा कस्नुहोस्, र त्यसपछि सबै बोल्टहरूलाई परिधि दिशाद्वारा कस्नुहोस्।
- टर्क स्प्यानरलाई Ts मा सेट गर्नुहोस्;जाँच गर्नुहोस् कि सबै स्क्रूहरू कडा गर्न सकिन्छ।यदि कुनै पनि बोल्टलाई कडा पारिएको छैन भने, कृपया चरण 6 र 8 दोहोर्याउनुहोस्। यदिलक गर्ने सभाहरूबाहिरी वातावरण वा संक्षारक वातावरणमा प्रयोग गरिन्छ, कृपया नियमित रूपमा एन्टी-रस्ट ग्रीसको सतहमा लागू गर्न ध्यान दिनुहोस्।लक गर्ने सभाहरूर बोल्टहरू।

{kind=link}
पहुँच मेसिनरीबाट क्ल्याम्पिङ तत्वहरू
विच्छेदन
1. पहिले सबै प्रसारण लोडहरू पूर्ण रूपमा हटाइएको छ कि छैन जाँच गर्नुहोस्।
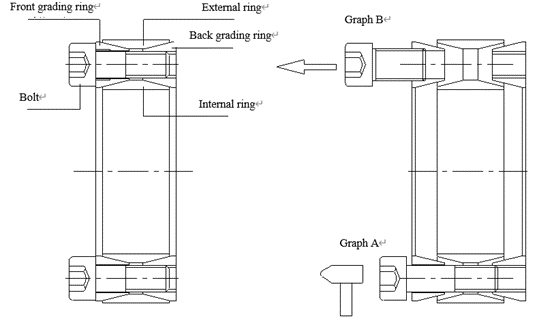
2. मा रहेको सबै लकिङ बोल्टहरू खोल्नुहोस्लक गर्ने सभाहरू(त्यहाँ बोल्टहरू पूर्ण रूपमा खोल्न आवश्यक छैन)।यस समयमा, भित्री र बाहिरी घण्टी र दबाब औंठीलक गर्ने सभाहरूस्वतः ढिलो हुनेछ।यदि त्यहाँ असामान्यता छ र यसलाई सामान्य रूपमा ढिलो गर्न सकिँदैन भने, रेखाचित्रमा देखाइए अनुसार बोल्टलाई हल्का ढकढक गर्नुहोस् (चित्र A हेर्नुहोस्)।
3. कृपया सेतो बोल्टहरू हटाउनुहोस् र अगाडिको दबाबको औंठीको थ्रेड गरिएको प्वालमा ठूलो बोल्ट पेंच गर्नुहोस्, यस अवस्थामा,लक गर्ने सभाहरूसफलतापूर्वक हटाउन सकिन्छ (चित्र B हेर्नुहोस्)।
पोस्ट समय: मे-22-2023